共计 1737 个字符,预计需要花费 5 分钟才能阅读完成。
编者按:过程能力指数(CP/CPK)想必各位质量人都耳熟能详、运用自如,质量工程师之家前期也共享过数篇关于过程能力指数(CP/CPK)的文章。但评价过程能力指数(CP/CPK)偏低时如何改进呢?可能有部份质量人并不清楚,今天小编特抛砖引玉与各位质量人一起讨论。
一、过程能力
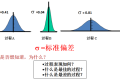
1、过程能力是描述加工过程客观存在着分散的一个参数。
2、过程能力是指生产过程在一定时间内处于统计控制状态下制造产品的质量特性值的经济波动幅度,它又叫加工精度。用“B”表示。
3、从兼顾全面性和经济性的角度,一般取:
B=6σ(99.73%)
二、过程能力指数
1、过程能力指数是反映过程能力满足产品质量标准(规范、公差等)能力的参数。一般记做CP。
2、过程能力指数是技术要求和过程能力的比值。
的途径")
的途径")
3、过程能力指数-双侧公差
的途径")
4、过程能力指数-单侧公差
的途径")
5、分布中心的偏离,会影响工序的加工精度。针对不同情况,其处理方法如下表:
的途径")
注: K为给出双侧公差且分布中心与公差中心偏离时的平均值偏离度,它是平均值偏离量ε与公差一半的比值,即:K=ε/(T / 2)。当K≥ 1时,认为CPK=0。
三、过程能力指数的评定
的途径")
四、提高过程能力指数的途径
的途径")
A、产品质量规范(公差范围T);
B、过程加工的分布中心与公差中心的偏移量ε;
C、过程加工的质量特性分散程度,即标准偏差σ。
1、调整过程加工的分布中心,减少中心偏移量。
A、通过收集数据,进行统计分析,找出大量连续生产过程中由于工具磨损、加工条件随时间逐渐变化而产生偏移的规律,及时进行中心调整,或采取设备自动补偿偏移或刀具自动调整和补偿等;
B、根据中心偏移量,通过首件检验,可调整设备、刀具等的加工定位装置;
C、改变操作者的孔加工偏向下差及轴加工偏向上差大那大倾向性加工习惯,以公差中心值为加工依据;
D、配置更为精确的量规,由量规检验改为量值检验,或采用高一等级的量具检测。
2、提高过程能力,减少程度。
A、修订工序,改进工艺方法,修订操作规程,优化工艺参数,补充增添中间工序,推广应用新材料、新工艺、新技术;
B、检修、改造或更新设备,改造、增添与公差要求相适应的精度较高的设备;
C、增添工具工装,提高工具工装的精度;
D、改变材料的进货周期,尽可能减少由于材料进货批次的不同而造成的质量波动;
E、改造现有的现场条件,以满足产品对现场环境的特殊要求;
F、对关键工序、特种工艺的操作者进行技术培训;
G、加强现场的质量控制,设置过程质量控制点或推行控制图管理,开展QC小组活动;加强质检工作。
3、修订公差范围
A、修订公差范围,其前提条件是必须保证放宽公差范围不会影响产品质量。在这个前提条件下,可以对不切实际的过高的公差要求进行修订,以提高过程能力指数。
B、在工序加工分析时,减少中心偏移量的防误措施,在技术上、操作上比较容易实现,同时也不必为此花费太多的人力、物力和财力,因此把它作为提高过程能力指数的首要措施。
C、只有当中心偏移量ε=0,而CP值仍然小于1时,才考虑提高过程能力,减少过程加工的分散程度或考虑是否有可能放宽公差范围。
D、放宽公差范围必须不影响产品质量,不影响用户使用效果。
五、过程能力调查
1、过程能力调查的意义
过程能力调查-了解和掌握过程能力的活动。
通过工序标准化,消除工序中的异常因素,发现和解决质量问题,经济合理地选择和确定工艺标准和操作标准。
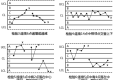
2.过程能力调查的方法
A、直方图法:可以通过直方图的分散范围同公差范围比较,简单而直观地判断过程能力能否满足质量要求;简便计算出过程能力指数CPK,为分析过程中系统因素的影响提供依据。但直方图不能看出质量特性值随时间变化的情况,有时因为在样本中包含特性值特大和特小的样本,使σ较大,过程能力指数偏低。
B、控制图法:可反映较长时间内过程处于稳定状态的质量波动状况,排除了系统因素的影响,因而其分布的σ较小,比较准确可靠。
C、一般情况,多用直方图法进行过程能力调查,并辅以控制图法。
3、过程能力调查的程序
1)、明确调查目的;
2)、选择调查对象;
3)、确定调查方法;
4)、工序的标准化;
5)、严格按照各项标准进行作业;
6)、收集数据;
7)、画直方图或分析用的控制图;
8)、判断过程是否处于控制状态;
9)、计算过程能力指数;
10)、处理。
的途径")











 多乐士
通过摸索发现ssh拉取会报错,直接网页访问下载会报404错误,不知道原因;但是可以通过群晖CM注册表访问下载,其方法如下:
Container Manager-注册表-设置-新增-注册表名称随便写,注册表URL填你的加速地址,勾选信任的SSL自我签署证书,登录信息不填-应用-使用你的地址,这是注册表会显示了,在搜索栏中输入映像名称,搜索结果在每一页的最后一个,你需要划到最后一个进行下载,实测可正常下载安装。
以上供网友参考。
多乐士
通过摸索发现ssh拉取会报错,直接网页访问下载会报404错误,不知道原因;但是可以通过群晖CM注册表访问下载,其方法如下:
Container Manager-注册表-设置-新增-注册表名称随便写,注册表URL填你的加速地址,勾选信任的SSL自我签署证书,登录信息不填-应用-使用你的地址,这是注册表会显示了,在搜索栏中输入映像名称,搜索结果在每一页的最后一个,你需要划到最后一个进行下载,实测可正常下载安装。
以上供网友参考。
 辞了老衲
这个确实有帮助。
辞了老衲
这个确实有帮助。
 渋驀
当然任何时候都可以用curl命令和crontab来实现动态更新DDNS的ip地址:
1、安装crontab之后为root用户创建文件/var/spool/cron/root
2、创建并配置ddnsupdate.sh,放到/usr/bin/文件下,文件内容(以he.net为例):
Autodetect my IPv4/IPv6 address:
IPV4:curl -4 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
IPV6:curl -6 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
3、添加执行权限chomod +x /usr/bin/ddnsupdate.sh
4、编辑root用户的crontab:*/10 * * * * /usr/binddnsupdate.sh,每10分钟执行一次。好了,可以享受你的DDNS了
渋驀
当然任何时候都可以用curl命令和crontab来实现动态更新DDNS的ip地址:
1、安装crontab之后为root用户创建文件/var/spool/cron/root
2、创建并配置ddnsupdate.sh,放到/usr/bin/文件下,文件内容(以he.net为例):
Autodetect my IPv4/IPv6 address:
IPV4:curl -4 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
IPV6:curl -6 "http://dyn.example.com:password@dyn.dns.he.net/nic/update?hostname=dyn.example.com"
3、添加执行权限chomod +x /usr/bin/ddnsupdate.sh
4、编辑root用户的crontab:*/10 * * * * /usr/binddnsupdate.sh,每10分钟执行一次。好了,可以享受你的DDNS了
 21410
请问下载链接在那里?
21410
请问下载链接在那里?
 madkylin
不错,不错,谢谢分享了,好东西啊
madkylin
不错,不错,谢谢分享了,好东西啊 
 feilung
求方法
feilung
求方法
 zengsuyi
应该挺不错的
zengsuyi
应该挺不错的
 zise
看看是怎么操作的。。
zise
看看是怎么操作的。。 